差速器壳作为汽车驱动桥中的关键部件,其加工精度直接影响差速器总成的装配质量与工作性能。本文旨在探讨差速器壳的典型加工工艺路线,并重点针对其粗车小端面工序,设计一套结构合理、定位准确、夹紧可靠的专用夹具,为实际生产提供高清CAD图纸与详细设计说明。
一、差速器壳加工工艺分析
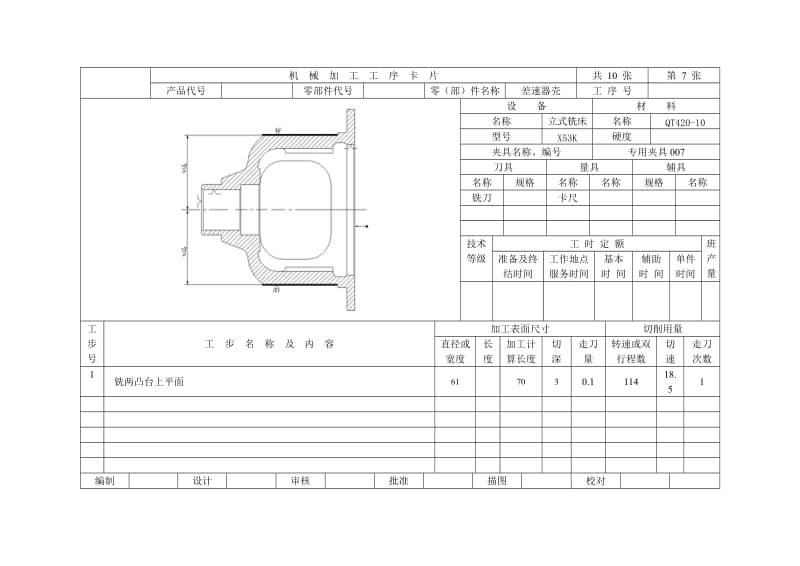
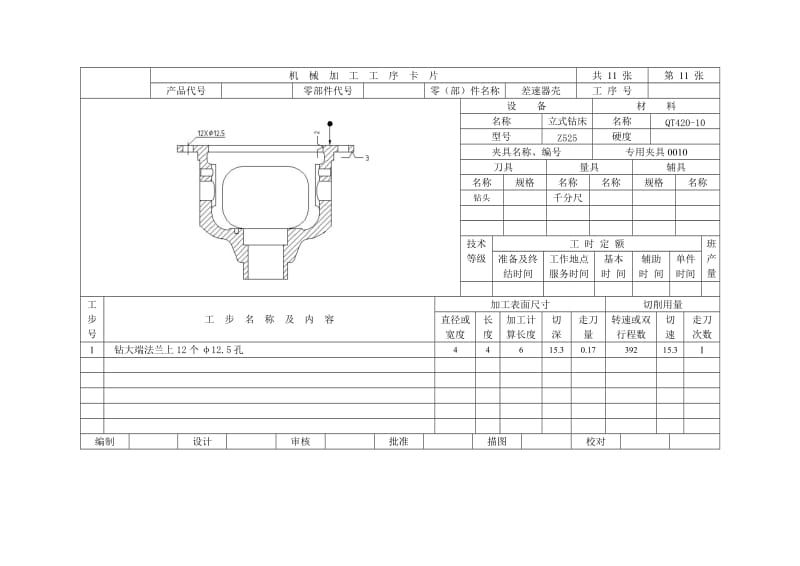
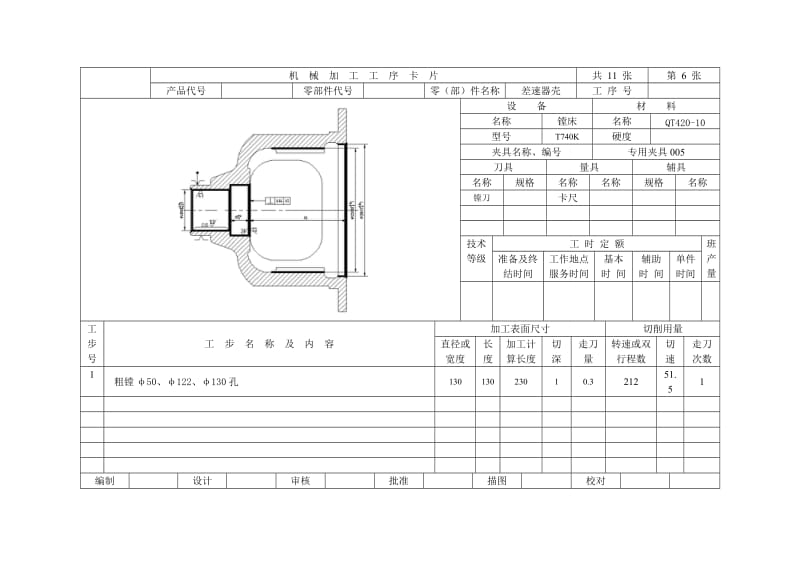
差速器壳通常为薄壁壳体类零件,材料多为铸铁或铸钢。其主要加工表面包括两端轴承孔、行星齿轮轴孔、与半轴齿轮配合的球形内腔以及两端法兰面等。加工工艺路线的制定需遵循“先面后孔”、“先粗后精”、“基准先行”等原则。典型的工艺流程可概括为:毛坯检验 → 粗车大端面及外圆(建立初步基准) → 粗车小端面及外圆 → 精车两端面及轴承孔 → 钻、攻螺纹孔 → 镗行星齿轮轴孔 → 清洗、检验。其中,粗车小端面是后续精加工的重要基准准备工序,其加工质量与效率至关重要。
二、粗车小端面专用夹具设计要点
针对粗车小端面的工序要求,夹具设计需解决以下核心问题:
- 定位方案:采用“一面两销”的完全定位方式。以已粗加工过的大端法兰端面作为主要定位基准(限制三个自由度),以大端轴承孔和一个工艺销孔作为精基准(各限制两个自由度),实现工件的正确定位与快速安装。
- 夹紧机构:考虑到车削过程中存在较大的切削力和离心力,夹紧力必须充足且稳定。通常采用螺旋压板机构或液压/气动快速夹紧装置。压板应作用于工件刚性较好的法兰部位,避免工件变形。夹紧力的作用点、方向应指向主要定位面,以保证定位稳定。
- 夹具结构:夹具本体(夹具体)需具有足够的刚性,通常设计为圆盘式或角铁式,并通过过渡盘与车床主轴可靠连接。所有定位元件(定位销、支承板)和夹紧元件均需牢固安装在夹具体上,并考虑切屑清理与操作安全性。
- 对刀与调整:夹具上可设置对刀块或标准样件,便于快速调整车刀位置,保证小端面的加工尺寸。
三、CAD图纸与设计说明书内容
为完整呈现该夹具设计,应提供包含以下内容的高清CAD图纸集与详细设计说明书:
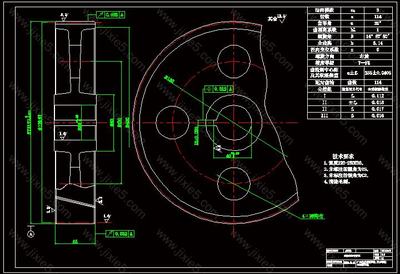
- 夹具总装配图:清晰展示所有零件的装配关系、关键尺寸、配合要求以及技术条件。
- 非标零件图:如夹具体、专用压板、定位销等的详细零件图,标注尺寸、公差、表面粗糙度及材料热处理要求。
- 设计计算说明书:包括定位误差分析与计算、夹紧力计算与校核、关键受力零件的强度/刚度校核等。
- 操作与维护说明:简要说明夹具的安装、使用步骤、日常维护及注意事项。
采用专用夹具进行差速器壳粗车小端面加工,能有效保证工件定位精度,减少辅助时间,提高生产效率和加工一致性,是批量生产中一种经济有效的工艺装备解决方案。其CAD图纸与说明书的完整性与清晰度,直接关系到夹具的制造质量与使用效果。