差速器是汽车驱动桥中的核心部件,其壳体作为主要承载体和安装基准,其加工质量直接影响差速器乃至整个传动系统的性能与寿命。其中,2-φ22H8孔的加工尤为关键,其位置精度和尺寸精度要求高,需要设计专用的钻削夹具来保证。本文将系统阐述差速器壳的加工工艺流程,并重点解析钻2-φ22H8孔专用夹具的设计要点。
一、差速器壳加工工艺分析
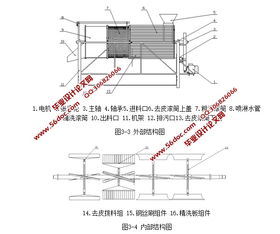
差速器壳通常为铸铁或铸铝件,结构复杂,包含安装行星齿轮的十字轴孔、半轴齿轮安装面、轴承安装孔及螺栓连接孔等。其加工工艺遵循“先面后孔、先粗后精、基准先行”的原则。
- 工艺基准选择:通常以壳体与减速器连接的大端面及主要安装孔作为设计基准和工艺基准。在初始工序中,需先加工出一个精基准面,为后续工序提供可靠的定位。
- 主要加工阶段:
- 粗加工阶段:去除大部分余量,包括粗车大端面、外圆,粗镗主要内腔等,以高效切除材料为主。
- 半精加工阶段:为精加工准备可靠的定位基准,并完成一些次要表面的最终加工。
- 精加工阶段:完成所有关键配合面和高精度孔系的最终加工,如精镗行星齿轮轴孔、精车轴承安装面等。
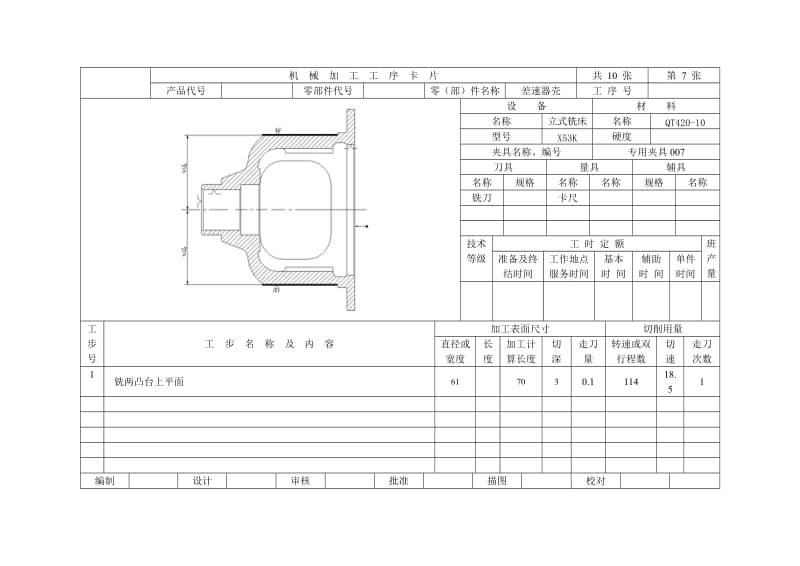
- 2-φ22H8孔加工序安排:该孔用于安装连接螺栓,与另一半壳体精准对接。其加工通常安排在精加工阶段,在主要定位基准(如精加工后的大端面和两定位销孔)均已完成后进行,以确保孔的位置度要求。加工方法多为“钻-扩-铰”或“钻-镗”,以达到H8级精度。
二、钻2-φ22H8孔专用夹具设计
为保证两孔的位置精度(如同轴度、中心距)和加工效率,必须设计专用钻床夹具(钻模)。
- 设计依据与要求:
- 零件图样:明确2-φ22H8孔的尺寸、位置度、中心距及表面粗糙度要求。
- 加工工艺规程:确定该工序使用的机床(立式钻床或摇臂钻床)、切削参数及加工顺序。
- 生产纲领:决定夹具的自动化程度和复杂程度,本设计针对批量生产。
- 基本要求:确保加工精度、提高生产率、操作安全方便、结构工艺性好。
- 定位方案设计:
- 采用“一面两销”的经典完全定位方案。
- 定位元件:
- 平面定位:使用一块经过精磨的夹具底板作为主要定位面,限制工件三个自由度(X、Y旋转和Z移动)。该底板与工件已精加工的大端面接触。
- 圆柱销与菱形销组合:在底板上设置一个短圆柱销和一个削边菱形销,与工件上已有的两个精加工工艺孔(如先期加工好的两个小孔)配合,限制剩余三个自由度(X、Y移动和Z旋转)。菱形销可避免因两孔中心距误差引起的过定位。
- 夹紧方案设计:
- 夹紧力应指向主要定位面(底板),并作用在工件刚性较好的部位。
- 可采用螺旋压板夹紧机构或铰链式偏心轮快速夹紧机构。考虑到操作效率,本设计推荐使用快速螺旋-铰链压板组合机构。转动手柄,通过螺旋副产生力,经铰链压板将力均匀施加于工件凸缘上,实现可靠夹紧与快速松开。
- 夹具本体与钻模板设计:
- 夹具体:作为夹具的基础件,需有足够的刚度、强度和稳定性。通常采用铸铁铸造或钢板焊接而成,底部设计有定位键槽以便在钻床工作台上准确定位和固定。
- 钻模板:用于引导钻头、扩孔钻或铰刀,保证孔的位置精度。本夹具采用固定式钻模板,通过销钉和螺钉精确、刚性地连接到夹具体上。钻模板上装有2个φ22H7级的快换钻套,以适应钻、扩、铰多个工步的转换,减少辅助时间。钻套与钻模板采用过盈配合(H7/r6或H7/n6)。
- 关键尺寸计算:需精确计算钻套中心距、钻套底端至工件表面的距离(排屑空间),并校验夹紧力、切削力与力矩,确保定位夹紧可靠。
- 使用说明与优势:
- 操作时,先将工件以“一面两销”方式放置在夹具底板上,然后扳动快速夹紧手柄压紧工件。
- 依次更换钻头、扩孔钻和铰刀,通过同一钻套引导,完成两个孔的加工。
- 设计优势:此夹具结构紧凑、定位精度高、操作便捷,能稳定保证2-φ22H8孔的尺寸和位置精度,显著提高批量生产中的加工一致性和效率。
三、高清CAD图纸与说明书
完整的“差速器壳钻2-φ22H8孔夹具”设计成果应包括:
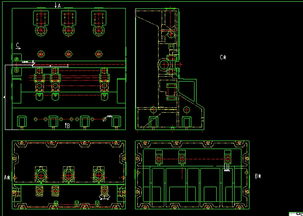
- 全套高清CAD图纸:包含夹具装配图、所有非标零件图(如夹具体、专用压板、钻模板等)、以及工序简图。图纸应清晰标注所有尺寸、公差、配合、技术条件及标题栏信息。
- 设计说明书:详细论述零件的工艺分析、定位夹紧方案论证、切削力与夹紧力计算、定位误差分析与精度校核、夹具结构设计说明、使用注意事项等内容,并附有必要的计算过程和参考文献。
###
差速器壳的加工工艺规划与专用夹具设计是连接产品设计与实际制造的关键环节。通过制定合理的工艺路线,并针对关键工序(如钻2-φ22H8孔)设计结构优良、定位精准的专用夹具,是保证产品质量、提升生产效率、降低制造成本的有效途径。本文所述方案为典型设计思路,在实际应用中需根据具体生产条件和设备情况进行调整与优化。