摘要:回转盘作为机械设备中的关键零部件,其加工精度直接影响整机的装配质量与运行性能。本毕业设计以某型号回转盘为研究对象,系统性地完成了其机械加工工艺规程的制定,并重点针对核心的镗孔工序进行了专用夹具的设计。设计过程遵循“工艺先行、工装保障”的原则,旨在保证加工质量、提高生产效率,并为同类零件的工艺与夹具设计提供参考。
一、 引言
回转盘通常具有结构复杂、精度要求高(特别是中心孔及安装孔系的位置精度)、刚性要求好等特点。其加工工艺路线的合理性与关键工序夹具的可靠性是保证其最终质量的关键。本设计任务要求完成从毛坯到成品的完整工艺设计,并利用CAD软件(如AutoCAD)绘制全套零件图、工序图及夹具装配图、零件图。
二、 回转盘零件分析
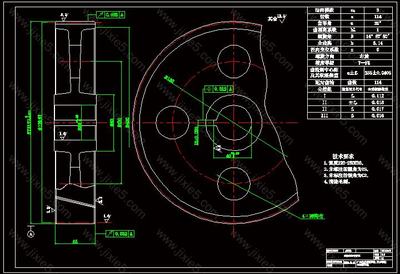
- 结构与技术要求分析:回转盘一般为圆盘类零件,其上分布有中心基准孔、螺栓连接孔、定位销孔、减重槽等结构。本设计需明确图纸中的尺寸精度、形位公差(如同轴度、垂直度、位置度)及表面粗糙度要求。
- 材料与毛坯选择:根据使用工况(如载荷、转速、耐磨性要求)选择合适的材料(如45钢、HT250或合金钢),并确定毛坯制造方法(如铸件、锻件或型材)。
三、 机械加工工艺规程设计
- 定位基准选择:遵循“基准统一”和“基准重合”原则。粗基准选择不加工的外圆或端面,以保证加工余量均匀;精基准通常选择已加工的中心孔及一端大平面,以确保后续工序的定位精度。
- 加工工艺路线拟定:
- 下料/备坯
- 粗车:加工大端面、外圆及中心孔粗加工,去除大部分余量。
- 热处理:如调质处理,以改善切削性能和提高综合力学性能。
- 半精车:修正基准,进一步提高各主要表面的精度和粗糙度。
- 精车:完成各回转面的最终精加工。
- 镗孔工序:作为关键工序,加工高精度的中心孔及可能存在的阶梯孔,保证孔本身的尺寸精度、圆柱度及与其他表面的位置关系。此工序需设计专用夹具。
- 钻、扩、铰孔:加工盘面上的各连接孔、销孔,通常使用钻模保证孔系位置度。
- 铣削:加工键槽或减重槽等。
- 最终检验。
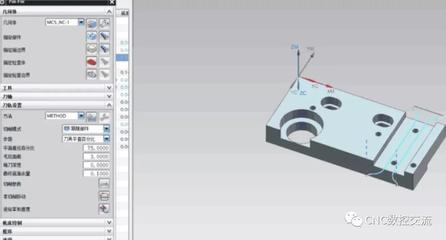
- 工序设计:为每一道工序确定加工设备(如普通车床、数控车床、镗床、立式加工中心)、切削用量、工艺装备(刀具、量具、夹具)及工时定额。
四、 镗孔工序专用夹具设计
- 工序分析:明确本工序的加工内容(如精镗ΦXXH7中心孔)、加工精度要求、所用机床(卧式镗床或加工中心)以及生产纲领(批量大小),这是夹具设计的基础。
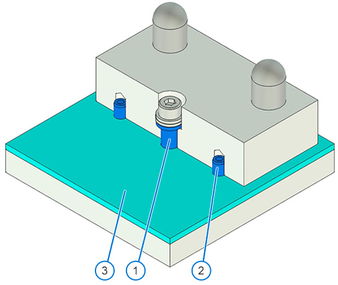
- 定位方案设计:针对回转盘结构,采用“一面两销”或“一面一孔一削边销”的经典定位方式。即以精加工后的一个大平面作为主要定位基准,限制三个自由度(Z移动,X、Y旋转);以一个已精加工的中心孔(或工艺孔)作为圆柱销定位,限制两个自由度(X、Y移动);再用一个削边销(菱形销)定位另一个孔,限制最后一个旋转自由度(Z旋转)。此方案定位可靠,精度高。
- 夹紧方案设计:夹紧力的作用点应落在定位支承面内,防止工件变形。可采用螺旋压板机构、液压快速夹紧机构等。对于圆盘类零件,常采用沿圆周均布的多个压板从端面压紧,夹紧力均匀。
- 夹具体与对刀引导装置:夹具体设计需有足够的刚度与稳定性,便于在机床上安装。镗床夹具需设计镗模支架和精密镗套,以引导和支撑镗杆,保证孔系的位置精度和同轴度。镗套与镗杆采用H7/h6或G7/h6配合。
- 夹具总装图与零件图绘制:使用CAD软件详细绘制夹具装配图,表达所有零件间的装配关系、关键尺寸、配合公差及技术要求。绘制所有非标零件(如夹具体、压板、专用定位销等)的零件图。
五、 CAD图纸内容
完整的毕业设计应包含以下CAD图纸:
- 回转盘零件图(含全部技术要求)。
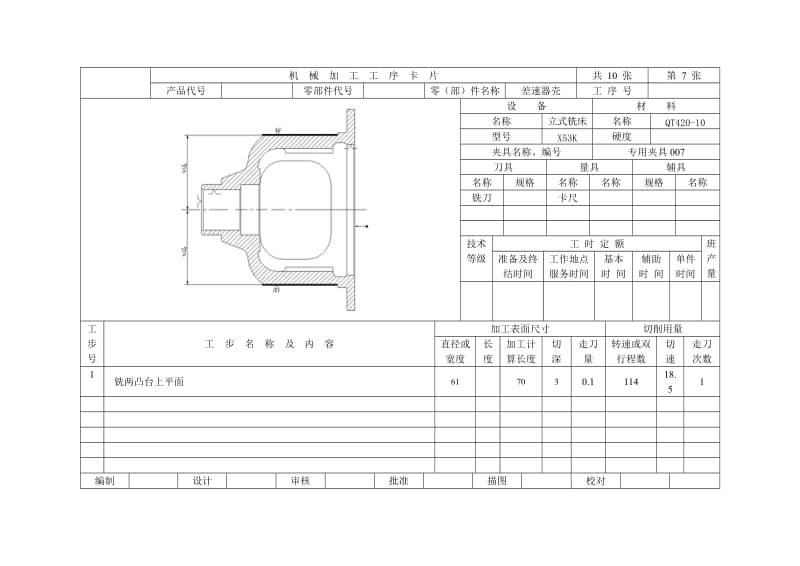
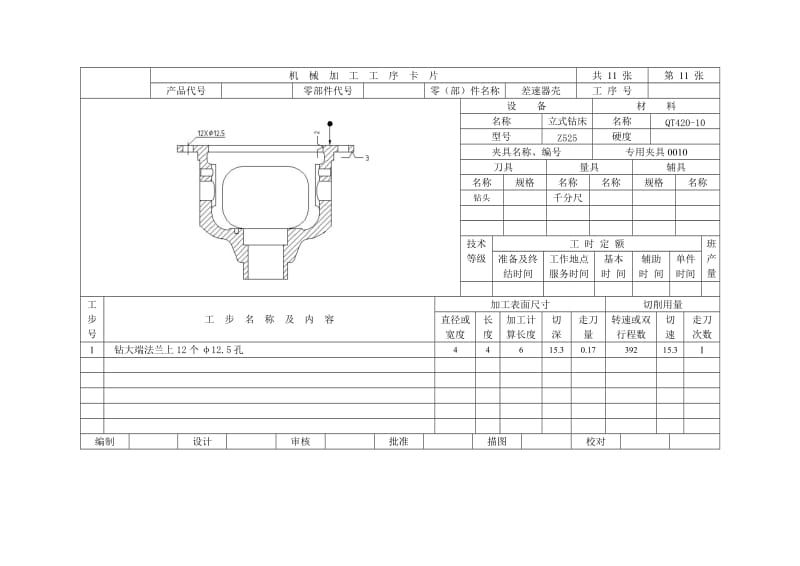
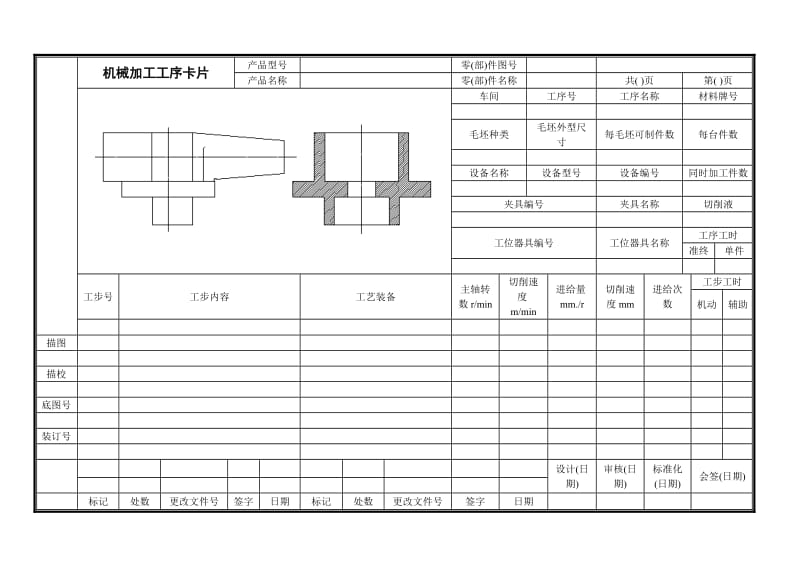
- 机械加工工艺过程卡片(或工序卡片)示意图。
- 关键工序(如镗孔工序)的工序简图。
- 镗孔工序专用夹具装配图。
- 夹具非标零件图(如夹具体、压板、镗模支架等)。
六、 结论
通过本次设计,系统实践了从零件分析、工艺规程编制到专用夹具设计的全过程。所设计的工艺路线合理可行,镗孔夹具定位准确、夹紧可靠,能有效保证回转盘的加工精度,特别是关键孔系的质量。设计中应用的“一面两销”定位、镗模引导等原理与方法,对同类盘套类零件的工装设计具有普遍的借鉴意义。所有设计内容均通过CAD图纸进行规范化表达,符合现代机械设计与制造的要求。